ポンプトラブルの種類とそれぞれの原因・対策について

工場で発生する設備故障トラブルの一つに、ポンプトラブルがあります。
ポンプトラブルが発生すると、生産ラインの停止によるロスが発生したり、点検や修理に多くのコスト・労力が必要となったり、製造部門で働く担当者さまの大きな負担になりかねません。
ポンプの故障や動作不良を防ぎ、生産効率の向上、さらに品質の安定化を目指すためには、ポンプトラブルの原因を知り、予兆保全に努めることが重要です。
今回は主なポンプトラブルの種類と解決策をはじめ、IoT導入によって予兆保全を実現した企業の事例をご紹介します。
目次[非表示]
▼おすすめの関連記事
「設備保全とは? 種類やIoT導入による効果について解説」
「予防保全とは? 事後保全との違いとIoT活用による予知保全を解説 」
「予知保全にAI技術を導入するメリットと活用法 」
▼IoTを導入してポンプの予知保全に取り組んだ事例
ポンプの主なトラブル
製造現場で液体の汲み上げや移送に使用されるポンプ。高速回転や長時間運転により、故障や不具合、摩耗などのトラブルが発生することがあります。主なポンプトラブルとして4つのケースが挙げられます。
①空運転(ドライ運転)
空運転とは、ポンプの内部や吸込み配管に液体ではなく空気が入った状態で回転させることです。
通常、ポンプを作動する際は内部に液体が入った状態にしなければなりません。空気が入った状態で回転することで、内部に摩擦が発生し、スピンドルやペアリングなどが焼損、破損するおそれがあります。
②エア噛み
エア噛みとは、ポンプの稼働中に気体が入り込み、気泡が発生した状態で空回転することです。吐出圧・流量が低下するほか、エア溜まりによってポンプの能力が低下するおそれがあります。
③キャビテーション
キャビテーションとは、ポンプ内の圧力差によって液体が気化し、発生した気泡が弾ける際にポンプに衝撃を与える現象です。ポンプの能力低下をはじめ、配管の摩耗や破損が発生することがあります。
④閉塞運転(締切運転)
閉塞運転とは、ポンプの吐出バルブを締め切ったまま運転することをいいます。ポンプ内部と液体が擦れ合うことによって摩擦熱が発生し、液体の温度上昇によるポンプの破損やモーターの過負荷による焼損・不具合などが起こることがあります。
▼コネクシオの予知保全ソリューション「ポンプ設備の安心パック」資料はこちら
ポンプトラブルの解決策
ポンプトラブルによる破損や能力低下を防ぐために、適切な対策が求められます。ここでは、上述したポンプトラブルへの解決策を4つご紹介します。
解決策①空運転
- ポンプ起動時に呼び水を使いタンク内を液体で満たす
- ポンプ起動時にエア抜きバルブや弁を開放してエアを抜く
- チェックバルブやフートバルブで、逆流を防止する
- 空運転防止装置やモーターの電流値の監視装置を設置する
ポンプの運転時には、呼び水やエア抜きを実施することが重要です。
回転が停止すると液体が逆流することがあるため、チェックバルブやフートバルブの活用も有効です。空運転の防止装置やすばやく検知するための監視装置を設置する方法もあります。
また、不具合を発見した際にいち早くメンテナンスを行うことも重要です。たとえば、IoTを活用してポンプの遠隔監視を行えば、ポンプの突発的な停止を防げるだけでなく、定期的なメンテナンスにかかるコストも削減できます。
コネクシオの『ポンプ設備の安心パック』では、現場に足を運ぶことなくポンプの状態を監視でき、急なダウンに備えることが可能です。「ポンプの突発的な故障を防いで生産ラインのロスを減らしたい」「保守点検や巡回業務を効率化・自動化させたい」といったお望みにお応えします。
解決策②エア噛み
エア噛みを防ぐためには、吸込み側と吐出し側の2箇所で対策が必要です。
吸込み側
- エア溜まりができやすい鳥居配管と下り勾配を避ける
- 吸込み配管とバルブの接続時は、バルブを寝かせて接続する
吐出側
- フートバルブを正しく設置する
- エア抜きバルブを設置する
配管を上に曲げて設置する鳥居配線や配管の勾配がポンプに向かって下降している下り勾配は、エア溜まりができやすくなるため配置に注意が必要です。吐出し側には、エア抜きバルブや逆流防止のためのフートバルブの活用が有効です。
解決策③キャビテーション
- ポンプを低い位置に設置する
- 吸込み配管の口径を大きくし、長さを短くする
- 内部の液体温度はできるだけ低く保つ
ポンプを低い位置に配置することで、吸込み配管内の圧力差を抑えられるため、キャビテーションが起こりにくくなります。
また、吸込み配管の口径を大きく、長さを短くすることにより、圧力の低下を防ぐことが可能です。キャビテーション発生の原因となる飽和蒸気圧を下げるために、液体の温度を低く保つという対策方法もあります。
解決策④閉塞運転
- ポンプ出口のバルブが開いていることを確認してから運転する
- 安全弁や圧力計、振動センサーなど保護装置や監視装置を設置する
ポンプを閉塞運転すると、はじめは電流値が下がります。しかし、長時間運転することで摩擦熱が発生し、電流値が上昇します。
電流値の変動をキャッチするためには、圧力計による計測や、異常の予兆を検知できる振動センサー、監視装置などを活用できます。
また、このような要素とポンプの稼働状況をIoTソリューションによってモニタリングし、予防につなげることも重要です。
動作状況の可視化でトラブル防止を行う企業の事例
ここからは、実際にコネクシオのソリューションを導入し、設備の動作状況を可視化することでトラブル防止を実施している企業さまの事例をご紹介します。
24時間365日稼働する廃棄物処理施設の事例
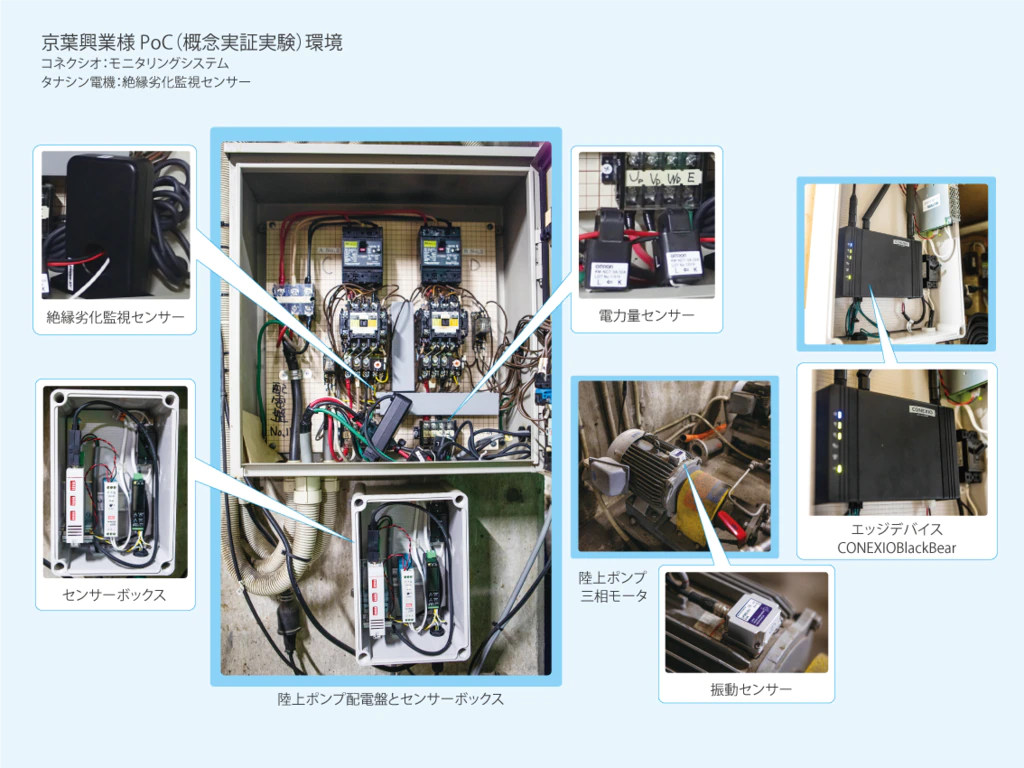
株式会社京葉興業さまは、24時間365日稼働する廃水処理プラント施設設備の安定運用に向けて、コネクシオと共同でIoTソリューションのPoCを実施しました。
設備・機器の不具合による稼働停止を防ぐために、ポンプの振動や消費電力、電流などの数値をモニタリングできるセンサーを設置。稼働状況の可視化により、従来の人的監視では難しかった水中ポンプの動作状況や遠隔地からの状況把握が可能になりました。
また、蓄積したデータを社内で把握・共有することで、知見や経験による点検精度の個人差をなくし、予兆保全の標準化を実現しています。
▼株式会社京葉興業さまのIoT導入事例についてはこちら
「24時間365日稼働し続ける廃水処理。プラントの稼働状況をIoTで見える化。」
コネクシオの『ポンプ設備の安心パック』では、遠隔監視による稼働状況の監視により、突発的な故障の防止や点検技術の均一化を実現します。ポンプトラブルによる生産ラインのロスを減らすとともに、保守点検や巡回業務の自動化・効率化にも貢献します。
まとめ
工場内で液体の汲み上げや移送に使用されるポンプに起こり得るトラブルは複数あります。
トラブルによっては、ポンプの能力低下や稼働停止につながるだけでなく、ポンプ自体が破損してしまうおそれもあります。突発的な停止よる生産ラインのロスを防ぐためには、設備の予兆保全が重要です。
「ポンプの予兆保全を始めてみたい」という方は、ぜひ以下の資料もご確認ください。
▼関連資料
コネクシオは、ポンプにIoTセンサーを設置して設備の状態を監視し、ダウンタイムの発生防止に役立つソリューションをご用意しております。詳しくは、以下のページからサービス資料をお問合せください。
▼『ポンプ設備の安心パック』についてはこちら
▼おすすめの関連記事
「設備保全とは? 種類やIoT導入による効果について解説」
「予防保全とは? 事後保全との違いとIoT活用による予知保全を解説 」
「予知保全にAI技術を導入するメリットと活用法 」